Products
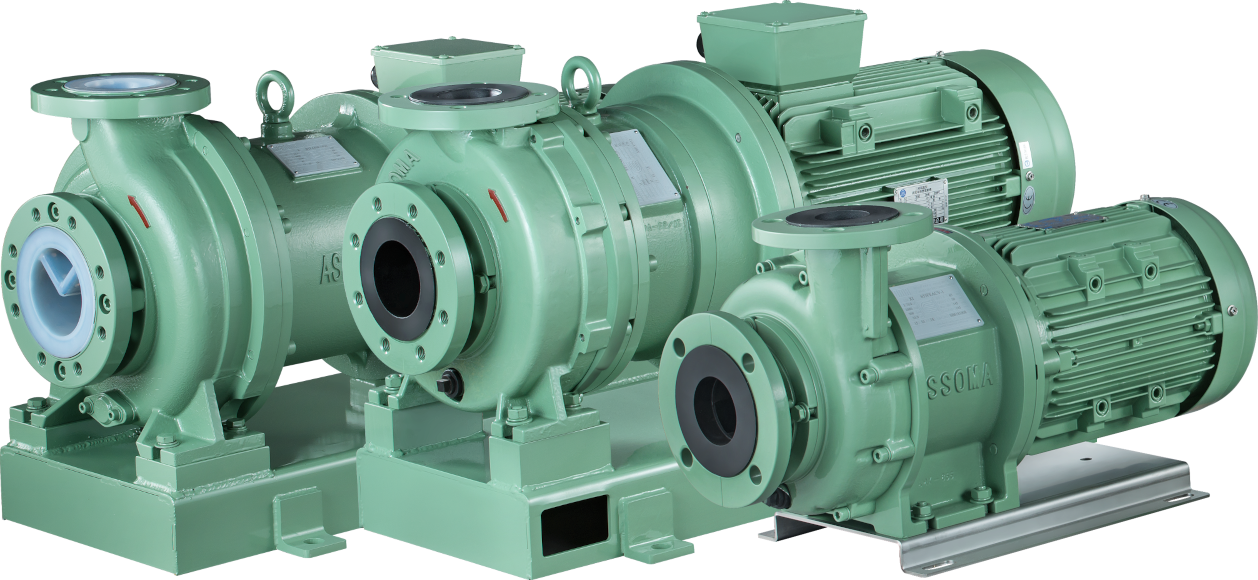
ASSOMA designs and manufactures sealless centrifugal magnetic drive pumps, filters, and accessories for handling chemicals for a wide range of industries and applications. Our industry experts apply specialized knowledge to provide customers with custom solutions engineered to their industry needs and specifications.
Your safety is our top priority. Our mag drive centrifugal pumps products are leak-free by design and are built to safely handle aggressive and hazardous chemicals. Our mission is to keep you and your environment safe from chemical exposure and contamination.
One of our core beliefs is to provide our customers with "Green" products. Besides being RoHS 2.0 compliant, we are designing revolutionary sealless centrifugal pumps products that exceed future EU regulations when it comes to product energy efficiency. We believe in realizing substantial energy cost savings for you. We also strongly believe in protecting your environment and reducing the carbon footprint of our products through their entire lifecycle. This is our promise and responsibility to you and the future generation.