-

The AVF-C series of pumps is the first of its kind of plastic canned motor centrifugal pump that achieved the highest pump efficiency rating of MEI > 0.7 according to Commission Regulation (EU) No 547/2012 of 25 June 2012. These canned pumps are designed to handle a broad range of aggressive chemicals and can be used in highly demanding areas such as corrosive environments and clean rooms.
-
The AVF-X Series is an all-purpose pump series designed to handle aggressive chemicals for everyday applications. These pumps feature advanced hydraulic designs that exceed the highest pump efficiency rating of MEI > 0.7 according to Commission Regulation (EU) No 547/2012 of 25 June 2012, helping you reduce your energy use and carbon footprint.
-

The AVF is a line of corrosion-resistant variable frequency pumps designed for chemical applications where process control is crucial. It is designed to minimize the life-cycle cost (LCC) of pump ownership. The small size of the acid resistant chemical pump is ideal for tight installations in equipment or in places where space is limited. The AVF pump is of canned motor construction, which is a leak-free, seal-less design.
-

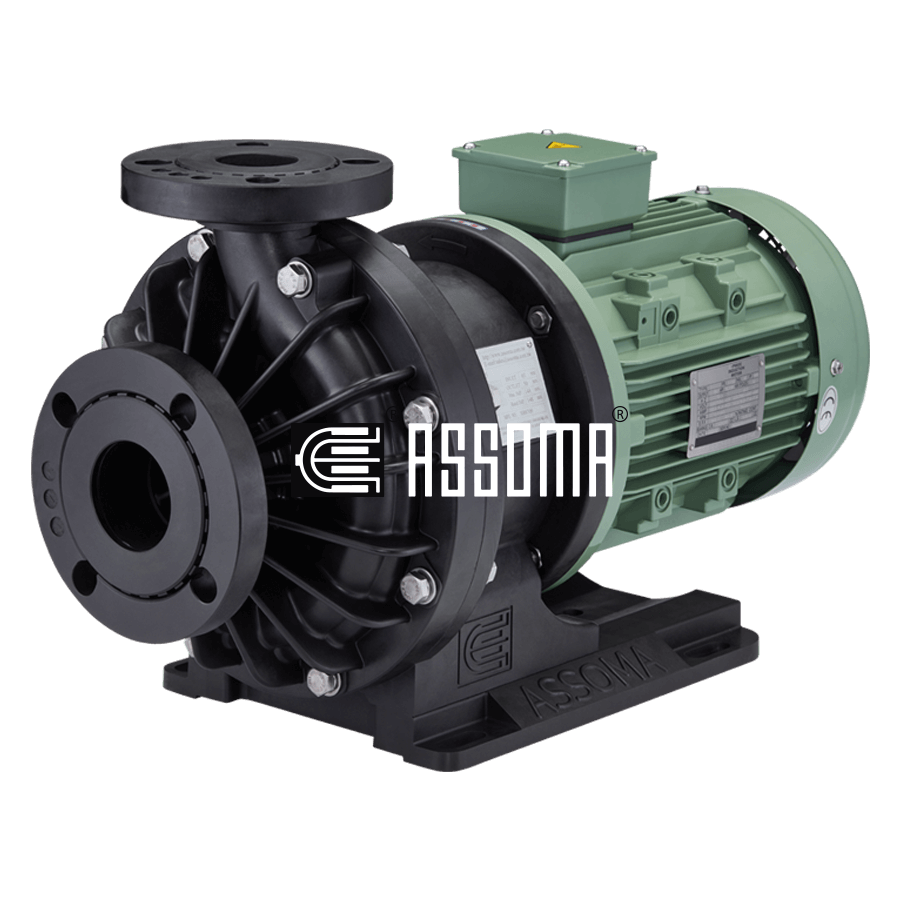
AMX is a series of general-purpose, chemical-resistant pumps made of corrosion-resistant materials. This series is designed to cover medium-duty chemical applications for a broad range of industries. The AMX-Series corrosion resistant pumps are of magnetic drive, seal-less construction. Besides being leak-free, we have additional safety features to prevent accidental exposure of potentially dangerous chemicals to the environment and pump operators over long-term use.
-
These are small, light-duty magnetic drive sealless pumps for the safe handling of corrosive chemicals. Typical uses include production systems, labs, and sampling systems. The AM-Series are sealless magnetic drive pumps. The chemicals are completely sealed within the pump with no leakage. This protects the environment and pump operators from exposure to the chemicals. No special tools are needed to install the pump. The simple design makes it very easy to use and maintain.
-

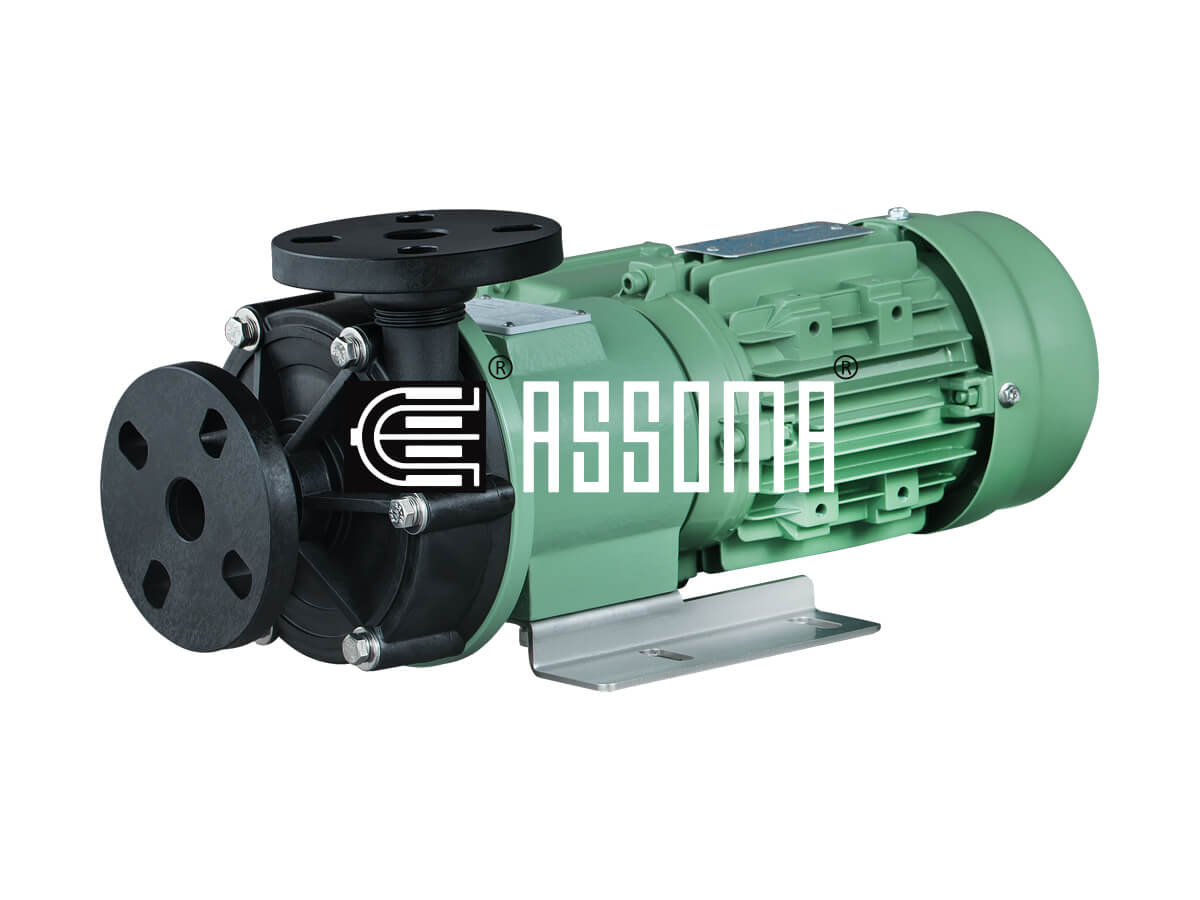
The AMXI is a series of armored pumps ideal for outdoor applications for a wide range of industries such as utilities, chemical, and wastewater treatment processing. The AMXI series is similar to the AMX-Series pumps in size and performance. These waste water treatment chemical pumps are also of magnetic drive construction, which is a leak-free, seal-less design. The corrosion-resistant lining allows the pumps to safely handle a wide range of corrosive and hazardous chemicals.
-

AMA is a series of high capacity pumps used for handling large quantities of liquids in chemical unloading and chemical transfer applications. The metal armor is lined with fluoroplastics and is suitable for handling hazardous chemicals in an outdoor environment. The AMA-Series chemical liquid pump is designed to conform to ISO 2858 and ISO 15783 standards.
-

AME-series pumps are heavy-duty process pumps designed with metallic armor and high purity PFA-lining to handle the toughest applications and for transferring high purity aggressive chemicals. These magnetic drive heavy duty PFA lined pumps are designed to be reliable and leak-free for applications with temperatures up to 150 oC through a combination of material selection and strong structural design. The AME-Series heavy duty PFA lined pumps are designed to ISO 2858 standards.
-

The AMF Series is our line-up of precision chemical filters to complement our pump products. The filters cover a broad range of commonly used applications. Like our pumps, the filter components can be customized to fit the customer’s application needs. Chemical filters are pressure-containing vessels, so operational safety is a top priority of our filter design. Besides being leak-free, our filters have special design features to improve safety, durability, and ease of use.
-

The pump protector system is a critical component within the pumping system. It is of utmost importance to ensure the pump runs smoothly. The DRP-D’s pump dry run protector main function is to protect the pump by monitoring the loading of the pump. The over-current setting protects the motor from overloading, while the under-current setting protects the pump during dry-run and decoupling to protect the pump from damage. By protecting the pump, we can prevent extended and costly production downtime.
Search Result
Products
keyword
Total
10